 فرایند تولید کاشی و سرامیک
فرایند تولید کاشی و سرامیک
فرایند تولید کاشی و سرامیک
شرکت بازرگانی ارگان سرام می نویسد: فرایند تولید کاشی و سرامیک با توجه به نوع محصول تولیدی دارای چهار بخش اصلی می باشد. این بخش ها عبارتند از:
1. آماده سازی
2. شکل دهی
3. پخت
4. پولیش و بسته بندی
1- مرحله آماده سازی یا تهیه مواد اولیه بدنه (Row Material Preparation) :
این بخش شامل قسمت های خردایش یا سنگ شکن، تهیه دوغاب و تهیه گرانول می باشد. مواد اولیه مورد استفاده این بخش شامل کائولن، فلدسپات بنتونیت، کلسیت و مواد دیگری می باشد که بنا به مشخصات فیزیکی وشیمیایی خاک های اصلی یعنی کائولن و فلدسپات درصد هریک از مواد اولیه در فرمول بدنه تعیین می گردند. کلوخه های معدنی مواد فوق از معدن به کارخانه حمل شده و در مرحله خردایش توسط سنگ شکن های فکی و چکشی به دانه بندی نهایی که کمتر از 20 میلیمتر می باشد، می رسد. در شکل یک تصویر شماتیک یک سنگ شکن فکی مشاهده می شود.
شکل یک-تصویر شماتیک سنگ شکن
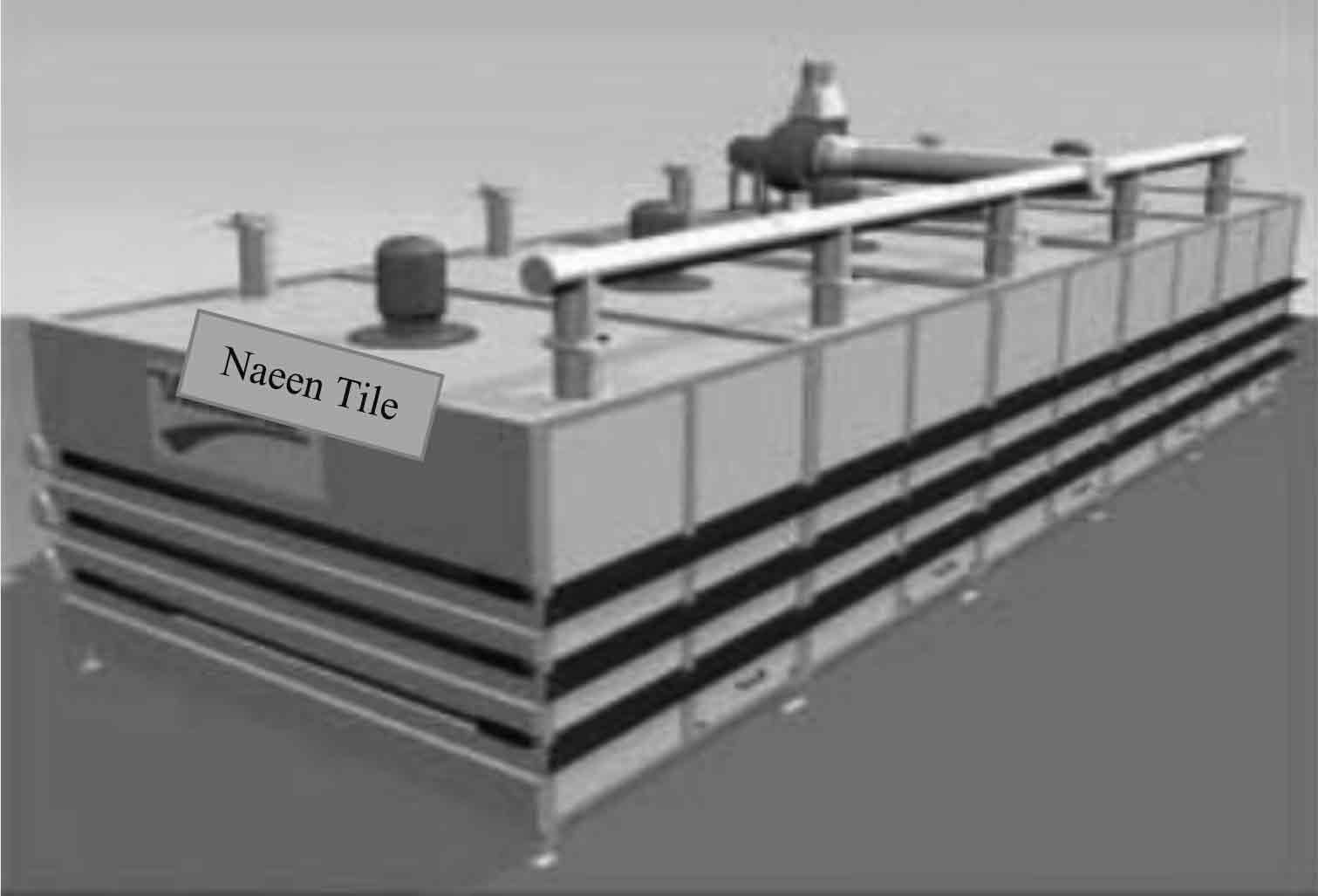
هریک از مواد اولیه خرد شده در سیلوهای جداگانه انبار شده سپس بر اساس فرمول بدنه که درصد هریک از مواد را تعیین می کند توسط باکس فیدر (box feeder) و نوار نقاله های مربوطه به قسمت تهیه دوغاب منتقل می گردد. قسمت تهیه دوغاب متشکل از تعدادی آسیاب تر یا بالمیل (Ball mill) می باشد. بالمیل یا آسیابهای گلوله ای، استوانه های بزرگی از جنس فولاد هستند. ابعاد استوانه به نحوی است که تقریباً طول استوانه برابر قطر آن میباشد و جداره های این آسیابها به وسیله آستری از جنس لاستیک یا جنس های آلوبیتی پوشیده شده است. این استوانهها حول محور خود که موازی سطح افق است گردش مینمایند. همچنان که از نام آسیاب گلوله ای نیز مشخص است در داخل این آسیابها، گلولههایی وجود دارد که هنگام گردش آسیاب با مواد اولیه موجود در آن برخورد نموده و بدین وسیله باعث خرد شدن و سایش آن ها میگردند. جنس گلولهها عمدتاً از آلوبیت و در برخی موارد از مواد گلوله های طبیعی سیلیسی (فلینت) میباشد. مقدار گلولهها، شکل و دانه بندی و خصوصاً سختی آن ها عامل بسیار مهمی در کیفیت سایش مواد میباشد. در آسیاب ها مواد به همراه آب و مقادیر کمی روان ساز نظیر سیلیکات سدیم، تری پلی فسفات سدیم وکربنات سدیم و پس از مدتی سایش با دور مشخص و سرعت مشخص تبدیل به دوغاب همگن می شوند.
معمولا ً جداره داخلی بالمیل توسط قطعات لاستیکی به نحوی آستری می شود که پس از شارژ آن توسط مواد اولیه و آب، به هیچ وجه با بدنه آهنی بالمیل در تماس نمی باشند. جهت سایش مواد اولیه گلوله های آلوبیتی و یا قلوه سنگ های سیلیسی با قطرهای 10-5 سانتمیتر مورد استفاده قرار می گیرند. سپس مواد اولیه و آب و روانساز به مدت حدود 8-6 ساعت درون بالمیل آسیا می شوند. قرار گرفتن مواد اولیه بین گلوله های ساینده باعث سایش آنها شده و نهایتاً دوغابی یکنواخت به دست می آید. پس از سایش کامل باید قطر ذرات مواد اولیه معلق دردوغاب حدود 63 میکرون باشد. پس از سایش مواد اولیه و آماده شدن دوغاب، با توقف بالمیل دوغاب آماده شده داخل حوضچه های ذخیره که مجهز به همزن می باشد تخلیه می گردد. در شکل دو تصویر شماتیک یک بالمیل مشاهده می شود.
کیفیت مواد ورودی درصدهای اختلاط، مشخصه های محصول سنگ شکن و خصوصاً مشخصه های دوغاب پس از آسیاب نظیر دانسیته، ویسکوزیته و دانه بندی دقیقاً کنترل می شود.
شکل دو-تصویر شماتیک یک بالمیل از نمای جانبی
بالمیل های بچ، پس از شارژ و اتمام عملیات سایش متوقف شده و سپس دوغاب تخلیه می شود.
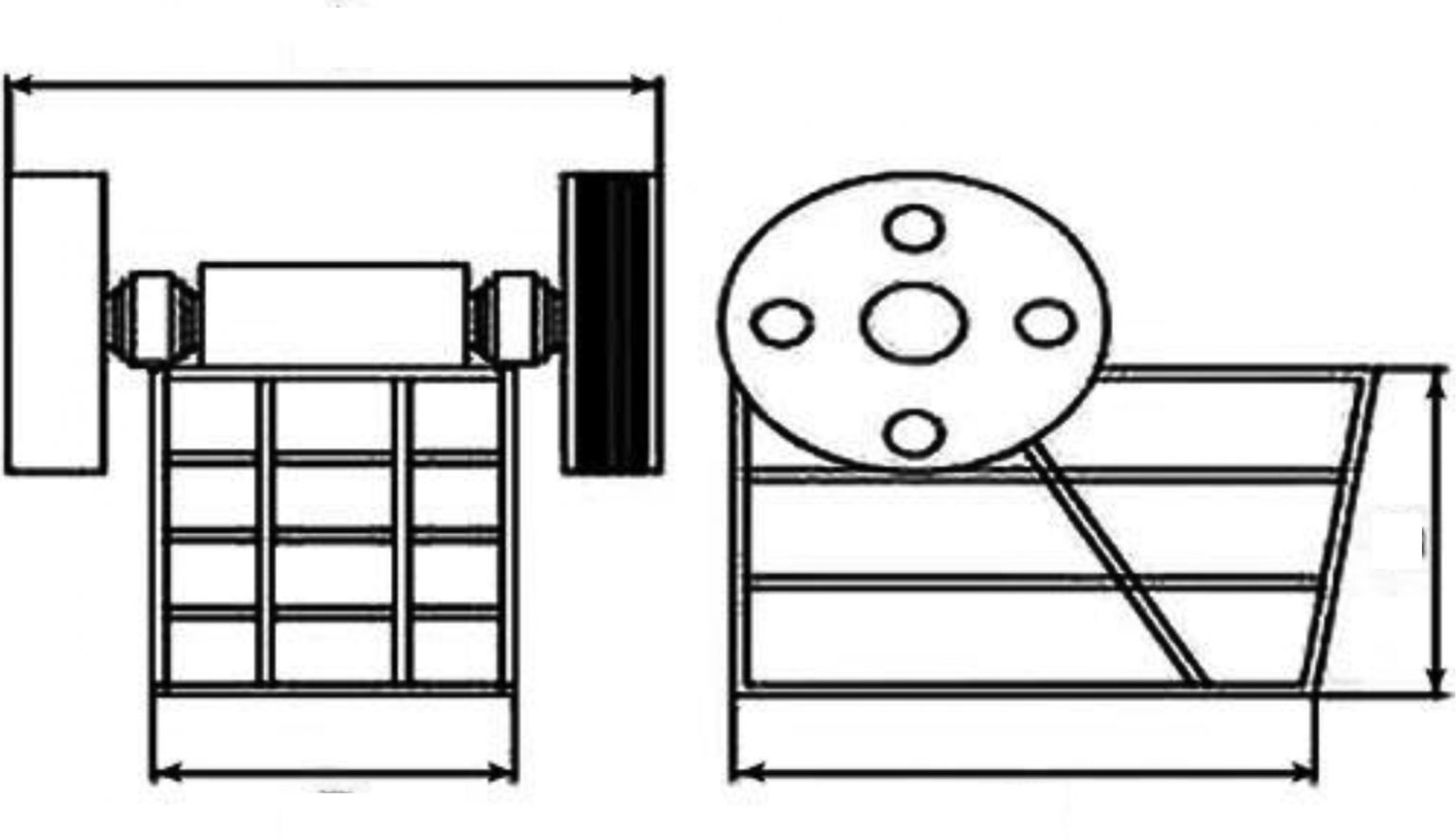
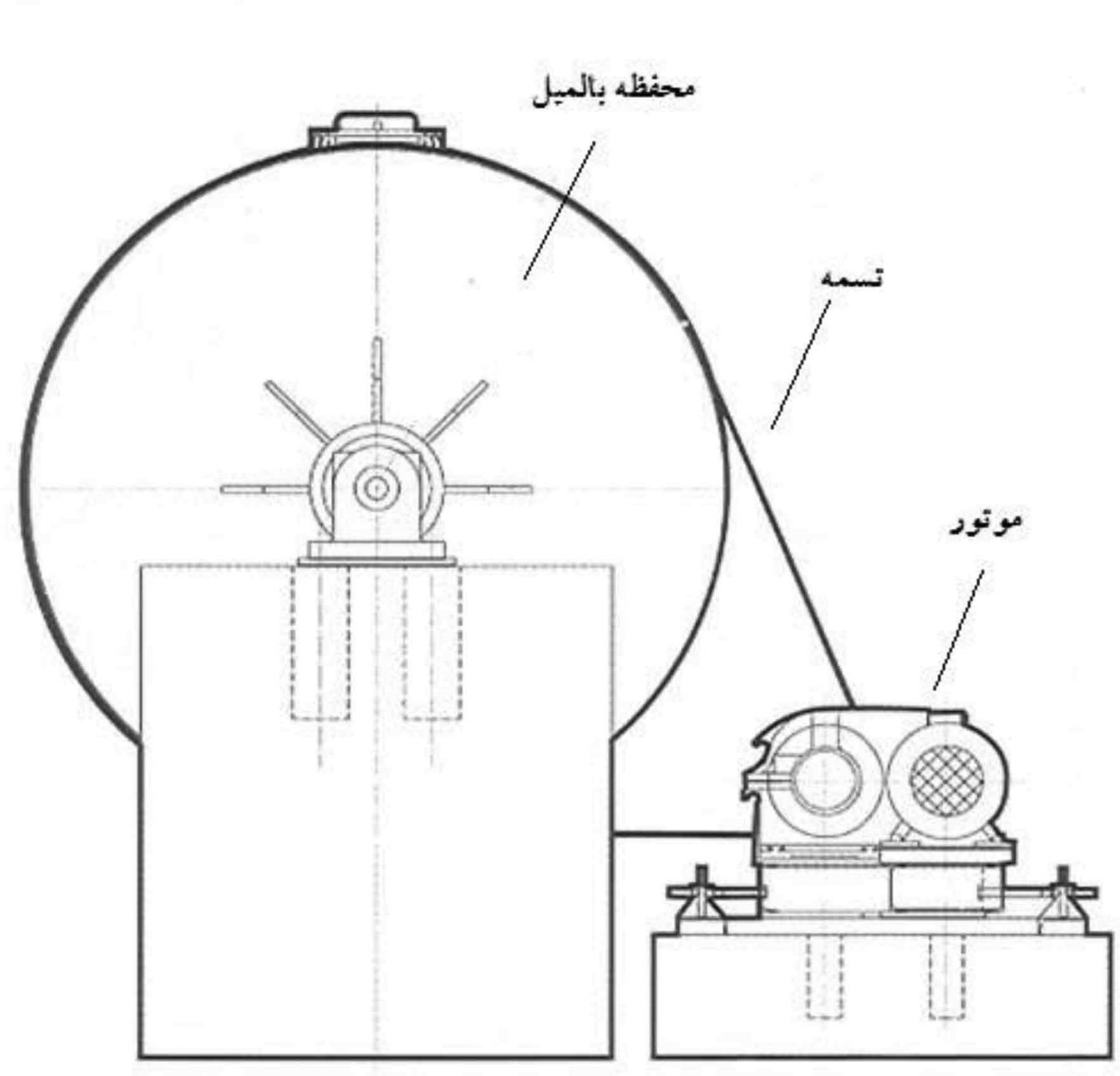
نوعی دیگر از بالمیل ها هستند که عملیات تخلیه دوغاب در حین گردش بالمیل و همزمان با سایش انجام می شود. این بال میل ها که به بال میل های پیوسته معروفند از دو محفظه متصل به هم تشکیل شده و عملیات شارژ خاک و آب در حین گردش رخ می دهد. در شکل سه، تصویر شماتیک یک بالمیل پیوسته مشاهده می گردد.
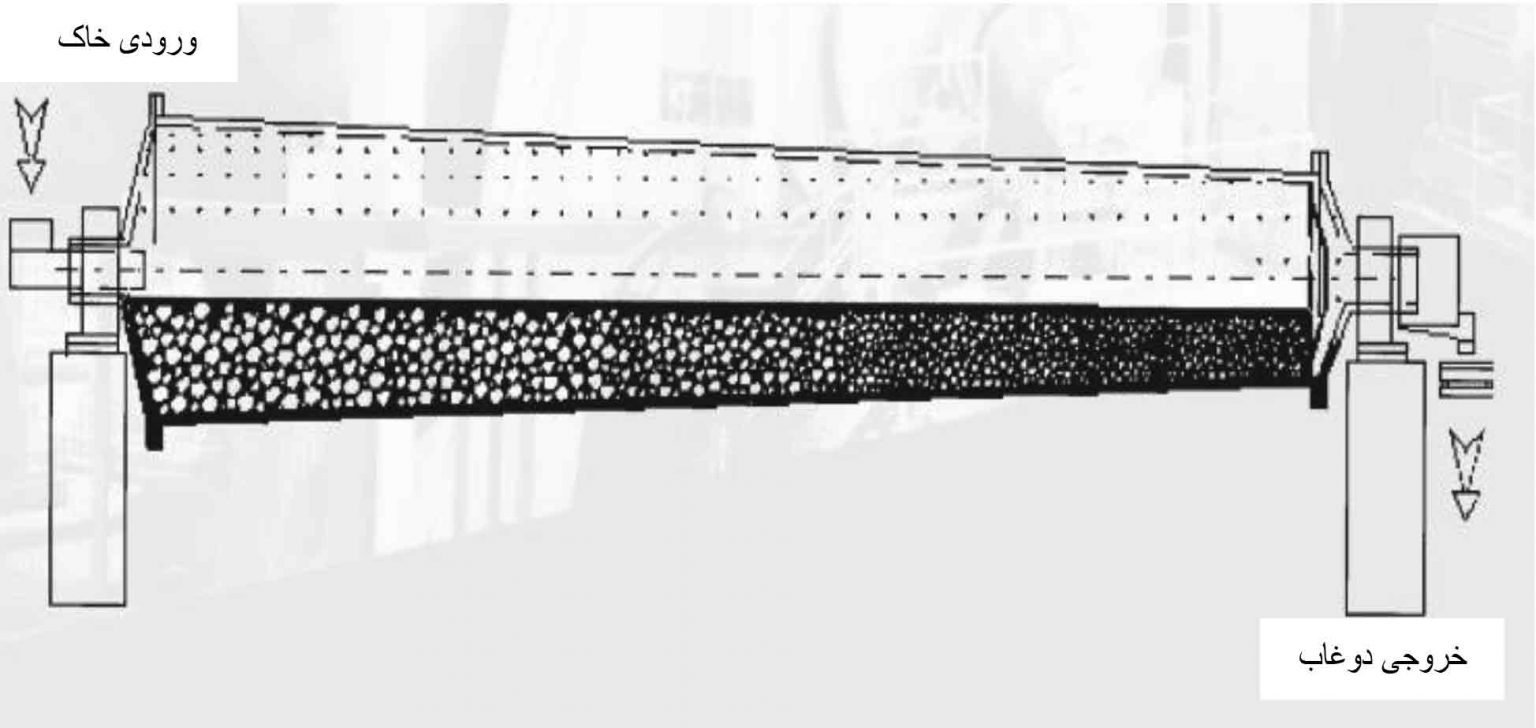
شکل سه - تصویر شماتیک بالمیل پیوسته از نمای روبرو
پس از این مرحله نوبت به آماده سازی پودر می رسد. جهت آماده سازی پودراز دوغاب، از اسپری درایر استفاده میشود. دوغاب حاصل از آسیابها پس از دپو در مخازن دوغاب که موجب هموژن شدن دوغاب و بهبود خاصیت پلاستیسیته آن میگردد، وارد مخازن دوغاب اسپری درایر میگردد. پمپهای پیستونی با فشار نسبتاً بالا دوغاب را به محفظه استوانه ای اسپری درایر که داغ میباشد، اسپری نموده و دوغاب پس از برخورد با هوای داغ و تبخیر آب به پودر با رطوبت مشخص و دانه بندی مشخص تبدیل میشود.
گرمای داخل محفظه اسپری درایر، توسط دمش مشعلی بزرگ تامین می شود. هوای محفظه و بخار آب پس از عبور از سیکلون ها و گردگیری از خروجی اسپری درایر خارج میشود و محصول آن که پودر میباشد از زیر قیف بر روی نوار نقاله ریخته و در داخل سیلوهای پودر دپو می شود. کیفیت پودر به عوامل زیر بستگی دارد:
فرمول بدنه، کیفیتدوغاب و خصوصاً پلاستیسیته آن ها
دانسیته، ویسکوزیته و دانه بندی دوغاب
نوع اسپری درایر
نوع نازلهای پاشنده، تعداد، اندازه نازل و آرایش آن ها
ابعاد محفظه
کیفیت پمپاژ و فشار پمپ
رطوبت پودر
دانه بندی پودر
میزان ماندگاری پودر قبل از مرحله پرس
استحکام پودر و هموژن بودن رطوبت آن ها
حرارت داخل محفظه، فشار داخل محفظه و میزان رطوبت محفظه
ثبات فشار گاز
دانسیته پودر
شکل چهار تصویر شماتیک اسپری درایر را نشان می دهد.
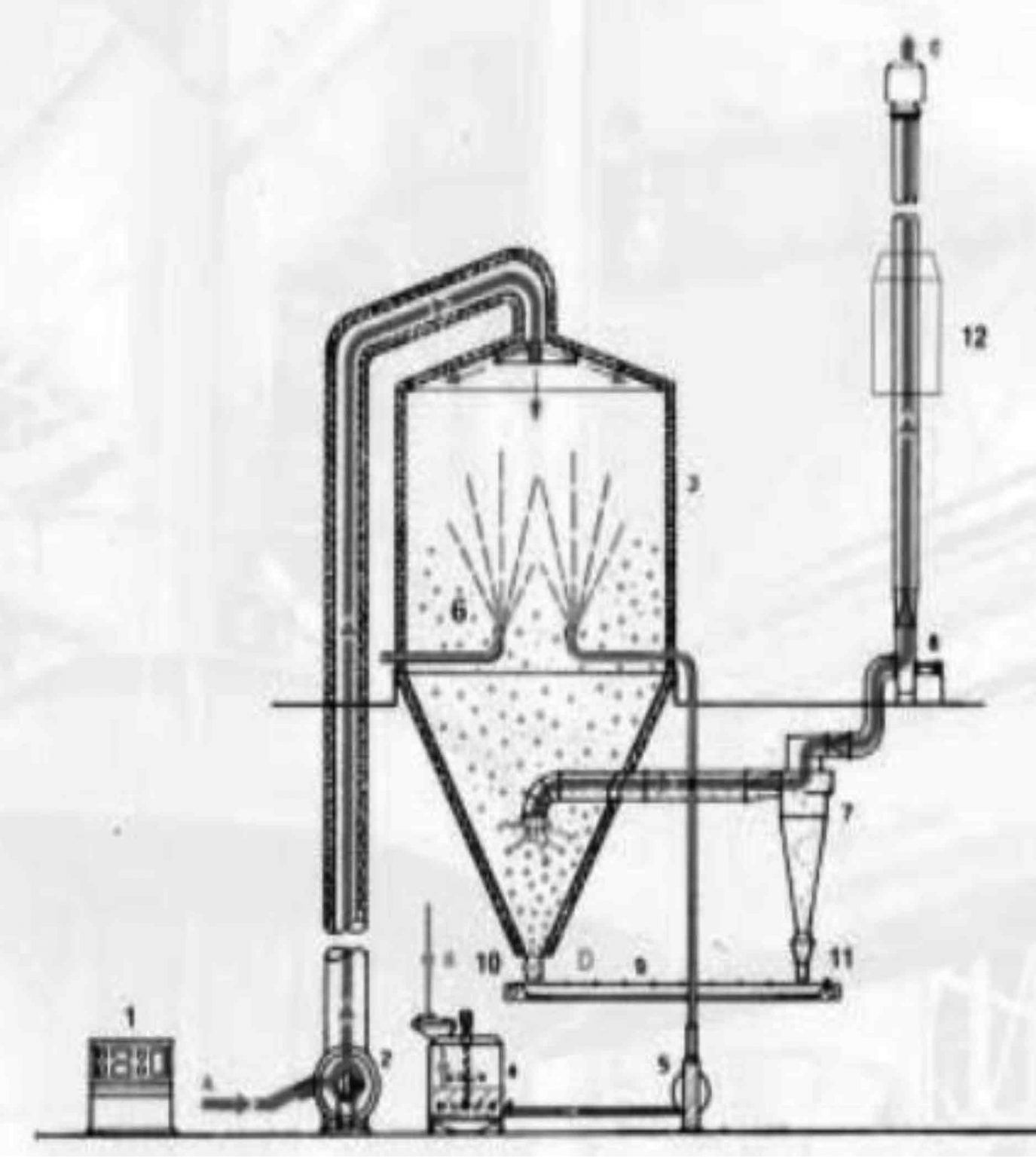
شکل چهار تصویر شماتیک اسپری درایر
در شکل پنج نمای کلی فرآیند تهیه بدنه و مراحل مختلف آن در تولید کاشی آمده است.
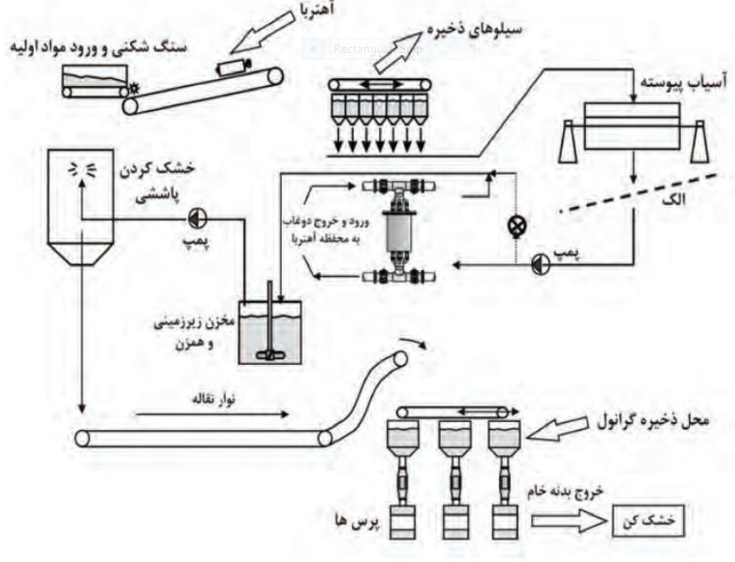
شکل پنج- نمای کلی از فرآیند تهیه بدنه در تولید کاشی
2- قسمت پرس پودر و خشک کن ها: (pressing & Drying)
اساس این روش به طور ساده بدین ترتیب است که مخلوط مواد اولیه به صورت پودر با دانه بندی مناسب در حفره های قالب قرار گرفته و تحت فشار قرار میگیرد. بدین ترتیب مواد اولیه شکل حفره را به خود میگیرد. رطوبت پودر مورد استفاده حدوداً پنج درصد و دانه بندی پودر مشخص و باید ثابت باشد. امروزه در صنایع تولید کاشی، پرسهای بسیار مدرن و با توانمندیهای بالا وجود دارد که حتی میتوان طرح را در مرحله پرس کردن اعمال نمود. قسمت پرس در کارخانجات تولید کاشی به عنوان یکی از مهمترین قسمتها بوده و علت آن برمی گردد به این که در این قسمت کلاً ماده ای با یک ماهیت پودری به بدنه کاشی تبدیل میشود و این تغیر ماهیت با مشکلات زیادی همراه میباشد.
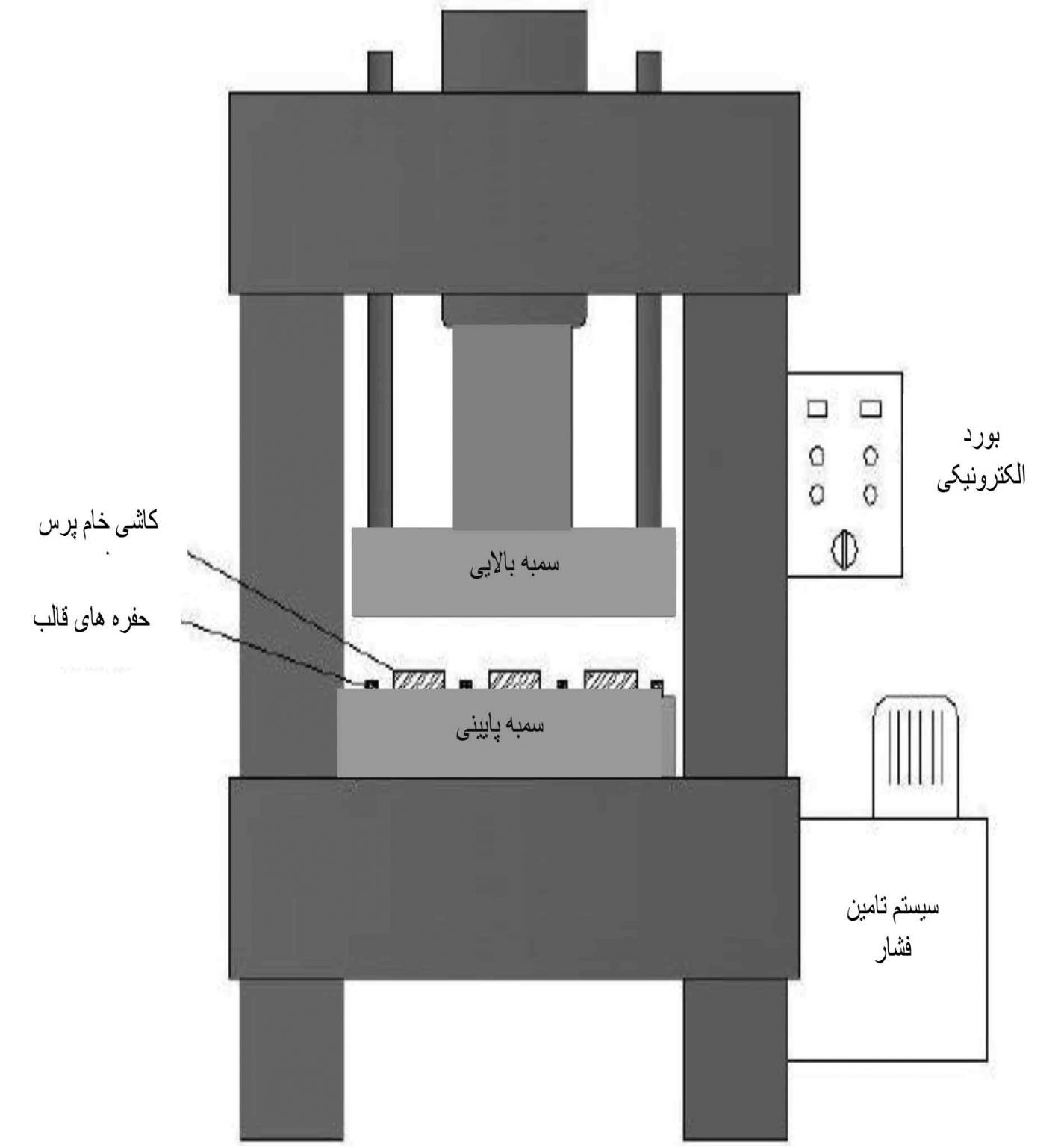
پرس های مورد استفاده در صنعت کاشی و سرامیک، پرس های هیدرولیک با فشار تقریبی 6000-4000 تن می باشند. براساس توان هیدرولیکی پرس سطح قالب مورد استفاده باید در حدی باشد که بر هر سانتیمتر مربع حفره های قالب حدود 330-280 کیلوگرم فشار وارد شود. بدین ترتیب هر چه توان هیدرولیکی پرس افزایش یابد می توان سطح قالب ها و درنتیجه ظرفیت تولید پرس را افزایش داد. قالب های مورد استفاده جهت تولید کاشی و سرامیک از نوع قالب های سنبه ماتریس و متشکل از دو قسمت پانچ بالا (Upper Punch) و پانچ پایین (Lower Punch) یا حفره ها و گرم کن بدنه قالب می باشد. هر قالب بسته به ظرفیت پرس و سایز کاشی دارای تعداد حفره های متفاوت می باشد. گرانول به وسیله تغذیه کننده قالب وارد حفره های قالب شده و با فشار پانج بالا، بدنه خام تولید می گردد. پس از فشرده شدن گرانول، از حفره پایین خارج شده وتوسط سیستم غلطکی میز جلوی پرس به خشک کن منتقل می گردد. در شکل زیر تصویر شماتیک یک پرس تولید کاشی مشاهده می گردد.
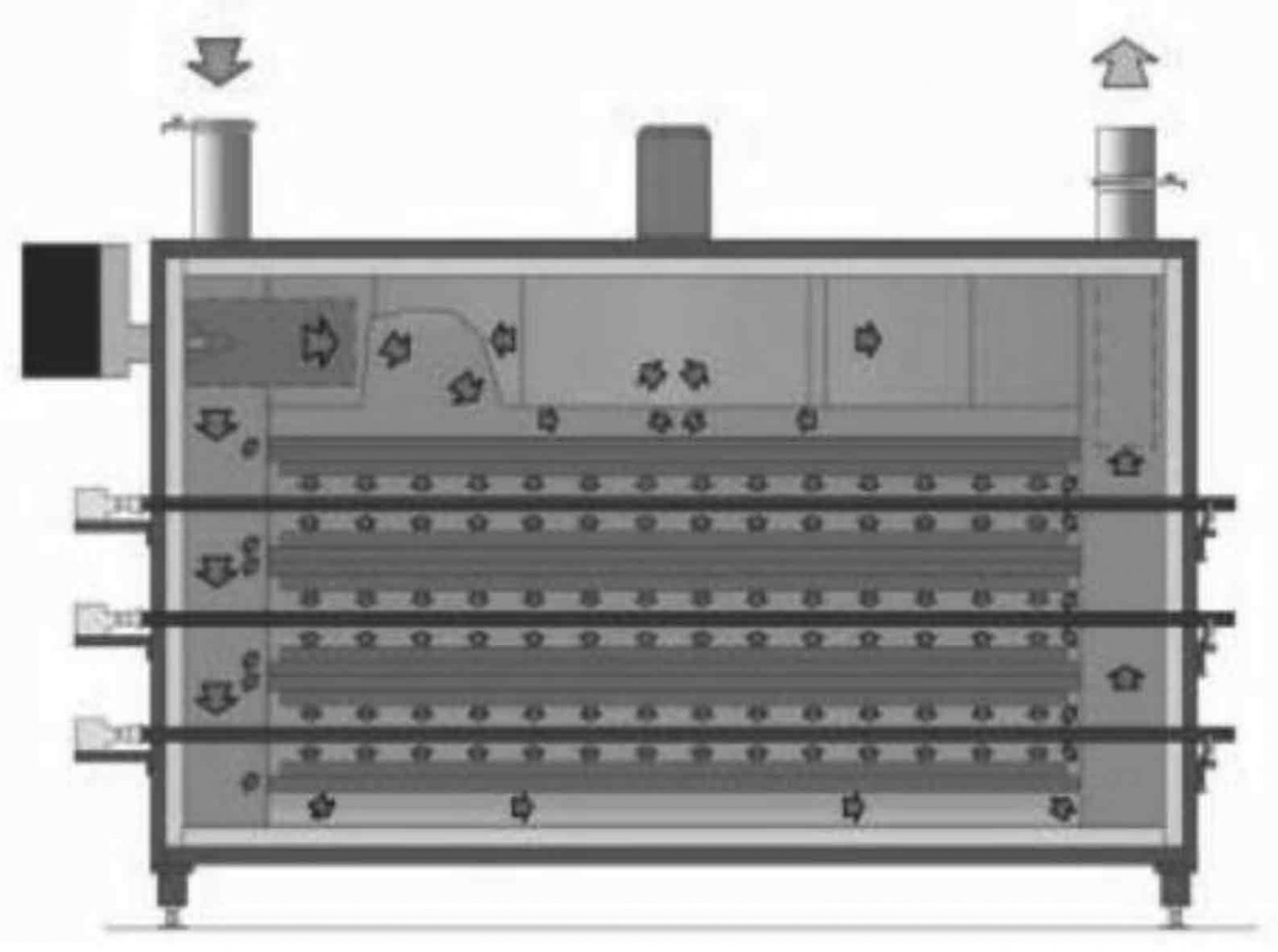
پس از این مرحله نوبت به خشک کردن بیسکوییت های پرس شده می رسد. از خشک کنها برای حذف رطوبت موجود در بدنه بلافاصله پس از فرآیند پرس کردن استفاده می شود. خشک کن ها معمولاً به دو شکل عمودی و افقی هستند. در خشک کن ها هوای گرم به وسیله لوله هایی به داخل خشک کن دمیده می شود. کاشی ها توسط رولرهای تعبیه شده به داخل خشک کن هدایت می شوند. در خشک کن های عمودی سیکل فرآیند بین 35 تا 70 دقیقه می باشد، این در حالی است که در خشک کن های افقی این زمان بین 6 تا 20 دقیقه می باشد. در شکل زیر نمای شماتیک یک درایر افقی سه طبقه مخصوص کاشی مشاهده می شود.
در هر دو نوع خشک کن، زمان خشک شدن به نوع بدنه کاشی، اندازه و ضخامت کاشی بستگی دارد. در سیستم های خشک کن جدید عیوبی مانند ترک و شکستگی به مراتب کمتر دیده می شود و یکنواختی دما در طول فرآیند خشک در مناطق مختلف درایر، بهتر ایجاد می گردد.
شکل شش- نمای شماتیک از فرآیند پرس کاشی
شکل هفت – تصویر شماتیک درایر سه طبقه افقی )مقطع عرضی)
شکل هشت – تصویر شماتیک درایر سه طبقه افقی
در هر دو نوع خشک کن، زمان خشک شدن به نوع بدنه کاشی، اندازه و ضخامت کاشی بستگی دارد. در سیستم های خشک کن جدید عیوبی مانند ترک و شکستگی به مراتب کمتر دیده می شود و یکنواختی دما در طول فرآیند خشک در مناطق مختلف درایر، بهتر ایجاد می گردد.
3- قسمت لعاب سازی (Glaze Preparation)
این قسمت از لحاظ نوع دستگاه ها دقیقا مشابه بخش دوغاب سازی در قسمت تهیه مواد اولیه می باشد. دراین قسمت مواد اولیه لعاب که عمدتا فریت و کائولن وسایر مواد افزودنی می باشد داخل آسیاب های گلوله ای یا بالمیل همراه مقدار آب مورد نیاز شارژ شده ودر مدت زمان لازم با چرخش حل محور خود دوغاب لعاب به دست می آید، لازم به توضیح است که جدار داخلی آسیاب های گلوله ای دارای آستری از نوع آلوبیت بوده و عمل سایش توسط گلوله های آلوبیتی انجام می گیرد. با چرخش استوانه ای بالمیل و قرار گرفتن مواد اولیه بین گلوله ها، عمل سایش انجام گرفته و نهایتاً دوغاب لعاب تهیه شده و جهت استفاده درخط لعاب، توسط مخازن همزن دار به خطوط لعاب منتقل می گردد. دوغاب لعاب مستقمیا مورد استفاده نمی باشد و لازم است قبل از پوشاندن بیسکوئیت بوسیله دوغاب لعاب یک لایه زیر لعاب یا انگوب به عنوان واسطه بدنه و لایه لعاب، بر روی بدنه قرار گیرد. فرمول انگوب فرمولی است که هم دارای خواص لعاب و هم خواص بدنه می باشد و در حقیقت عمل اتصال لعاب به بدنه را انجام می دهد در صورت عدم استفاده از انگوب و قرار گرفتن بلافاصله لعاب برروی بدنه، باعث جدا شدن لعاب از بدنه تحت تاثیر عواملی همچون گرما، سرما، جذب رطوبت و یا ضربه می شود. تهیه انگوب به روش تهیه لعاب و توسط آسیاب های گلوله ای انجام می گیرد.
جهت سفارش محصولات کاشی و سرامیک از طریق شماره تماس های شرکت با ما در ارتباط باشید. «واحد فروش: 85-09165390084»«مدیریت: 09168185790»
4-خطوط لعاب (Glazing Lines) :
خطوط لعاب متشکل از بدنه خطوط و تجهیزات مورد نیاز نصب شده در خطوط می باشد. بدنه خطوط متشکل از پایه ها، شاسی تسمه های انتقال و موتور گریبکس های دورمتغیر می باشد که بستگی به سرعت خط لعاب دور خروجی موتور گریبکس ها قابل تغییر می باشد. انتقال نیرو از موتور گریبکس به خطوط انتقال توسط پولی وتسمه انجام می گیرد. برروی خط لعاب تجهیزاتی نصب می گرددکه بسته به نوع تولید (کاشی کف یا دیوار) و همچنین نوع کاشی (طرح دار و یا ساده) متغیر می باشد. با قرار گرفتن بدنه خام یا بیسکوئیت در ابتدای خط لعاب و حرکت آن در طول خط، به ترتیب عملیات زیر انجام می گیرد:
غبارگیری و تمیزکاری سطح توسط پرس و فن های دمنده
مرطوب نمودن سطح توسط نازل های آب پاش
پوشش سطح با انگوب توسط آبشار یا BELL
لعاب زنی توسط آبشار لعاب یا BELL
بغل پاک کن مرحله اول توسط دیسک های لاستیکی دوار که دراین مرحله انگوب و یا لعاب سرریز کرده در لبه های قرینه بدنه یا بیسکوئیت توسط دیسک های دوار مرطوب تمیز می شود.
کاشی گردان دراین مرحله با چرخش 90 درجه ای بیسکوئیت یا بدنه لعاب خورده دو لبه دیگر در معرض دیسک های تمیز کننده قرار می گیرند.
لبه زنی مرحله دوم پس از چرخش 90 درجه ای بیسکوئیت یا بدنه به وسیله دیسک های دوار مرطوب تمیز می شوند.
در شکل شماره نه تصویر دستگاه مخصوص اعمال لعاب و انگوب مشاهده می شود.

شکل نه – تصویر دستگاه اعمال لعاب و انگوب به روش آبشاری
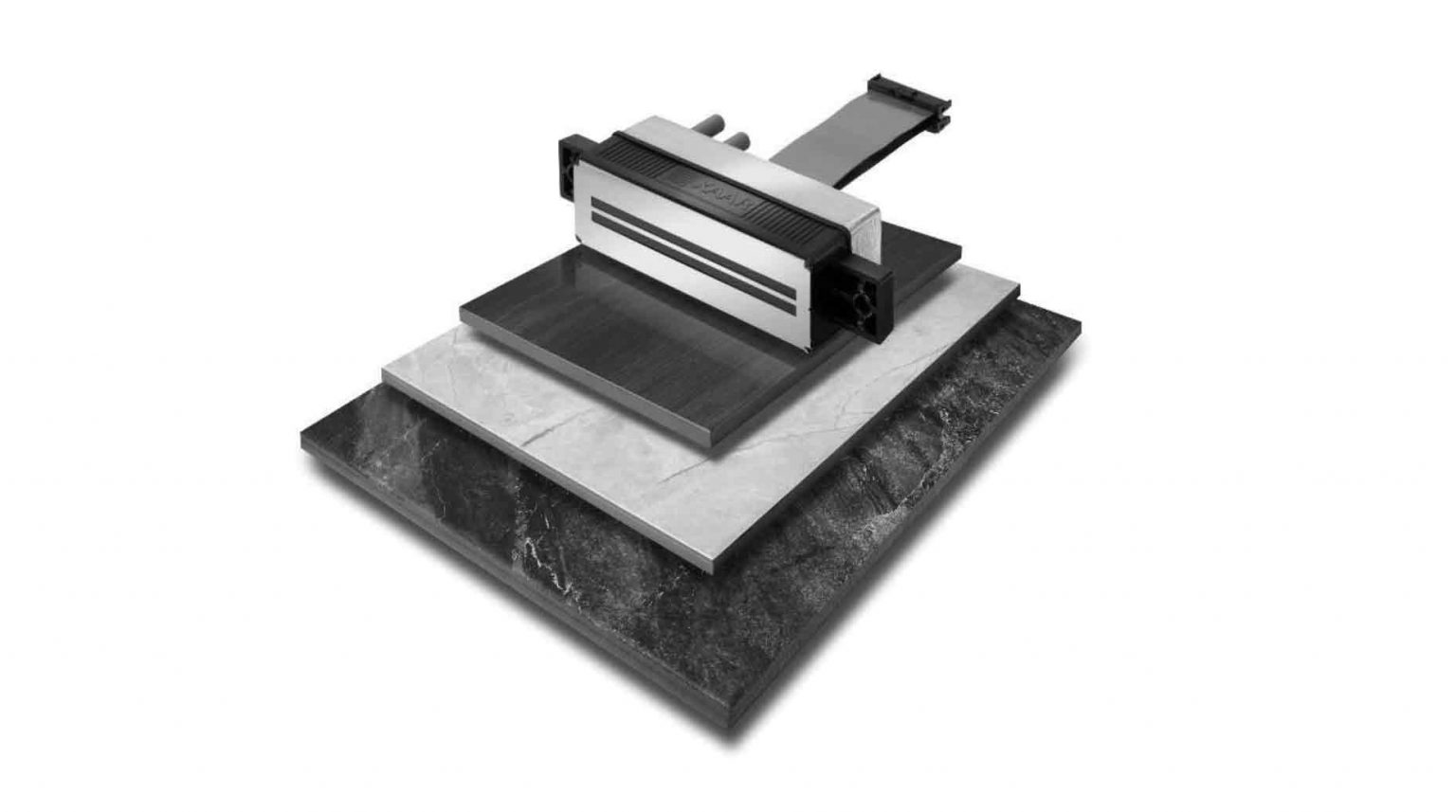
5- اعمال چاپ(Printing & Decoration)
پس از اعمال انگوب و لعاب نوبت به مرحله چاپ و دکور کاشی می رسد. صنعت چاپ در فرآیند تولید کاشی از گذشته تا به امروز دچار تحولات اساسی شده است، به طوری که در گذشته از دستگاه های چاپ تخت و بعداً گردان(روتاری) برای اعمال چاپ بروی کاشی استفاده می شد. تصاویر زیر مربوط به دستگاه های قدیمی چاپ می باشد.

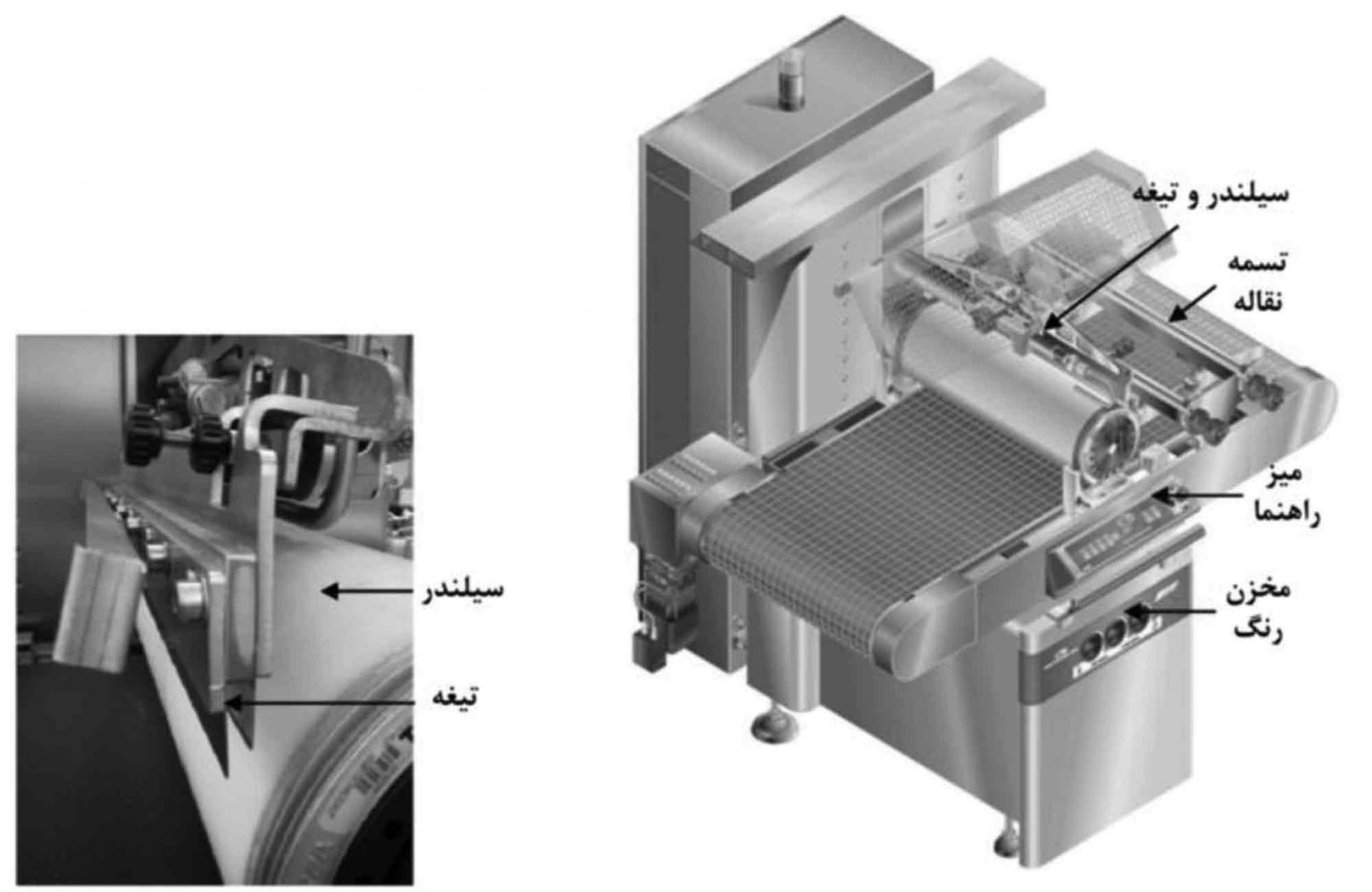
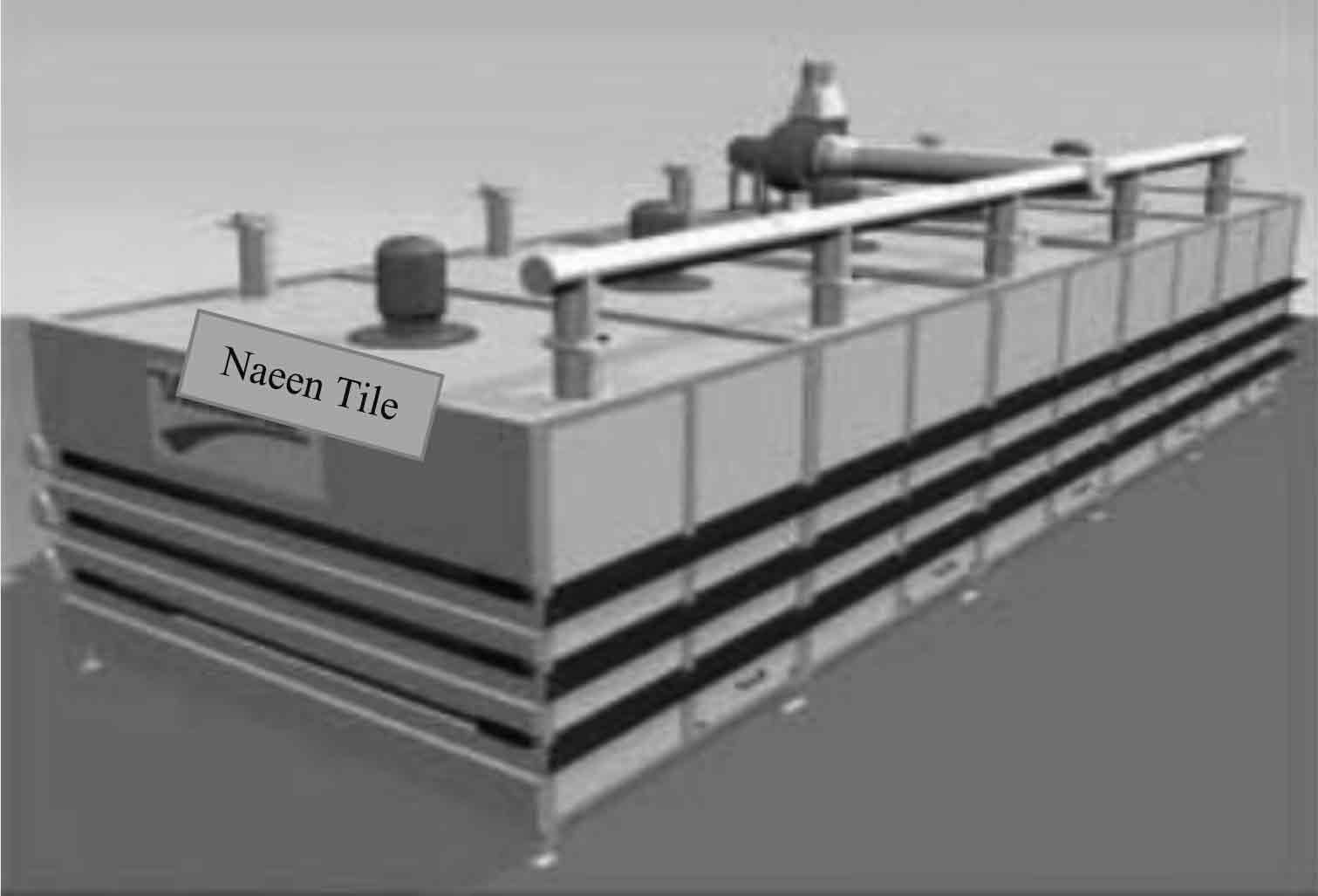
همان طور که در شکل یازده مشاهده می گردد، در دستگاه های روتاری از یک سیلندر از جنس سیلیکون که دارای حفره های بسیار ریز حکاکی شده بود برای برگردان چاپ و رنگ از سطح سیلندر به سطح کاشی استفاده می شد. در تصویر زیر این فرآیند نمایش داده شده است.
شکل ده– تصویر یک دستگاه چاپ تخت کاشی
شکل یازده – تصویر شماتیک یک دستگاه چاپ روتوکالر مخصوص کاشی به همراه نمایش سیلندر آن
همان طور که در شکل یازده مشاهده می گردد، در دستگاه های روتاری از یک سیلندر از جنس سیلیکون که دارای حفره های بسیار ریز حکاکی شده بود برای برگردان چاپ و رنگ از سطح سیلندر به سطح کاشی استفاده می شد. در تصویر زیر این فرآیند نمایش داده شده است.
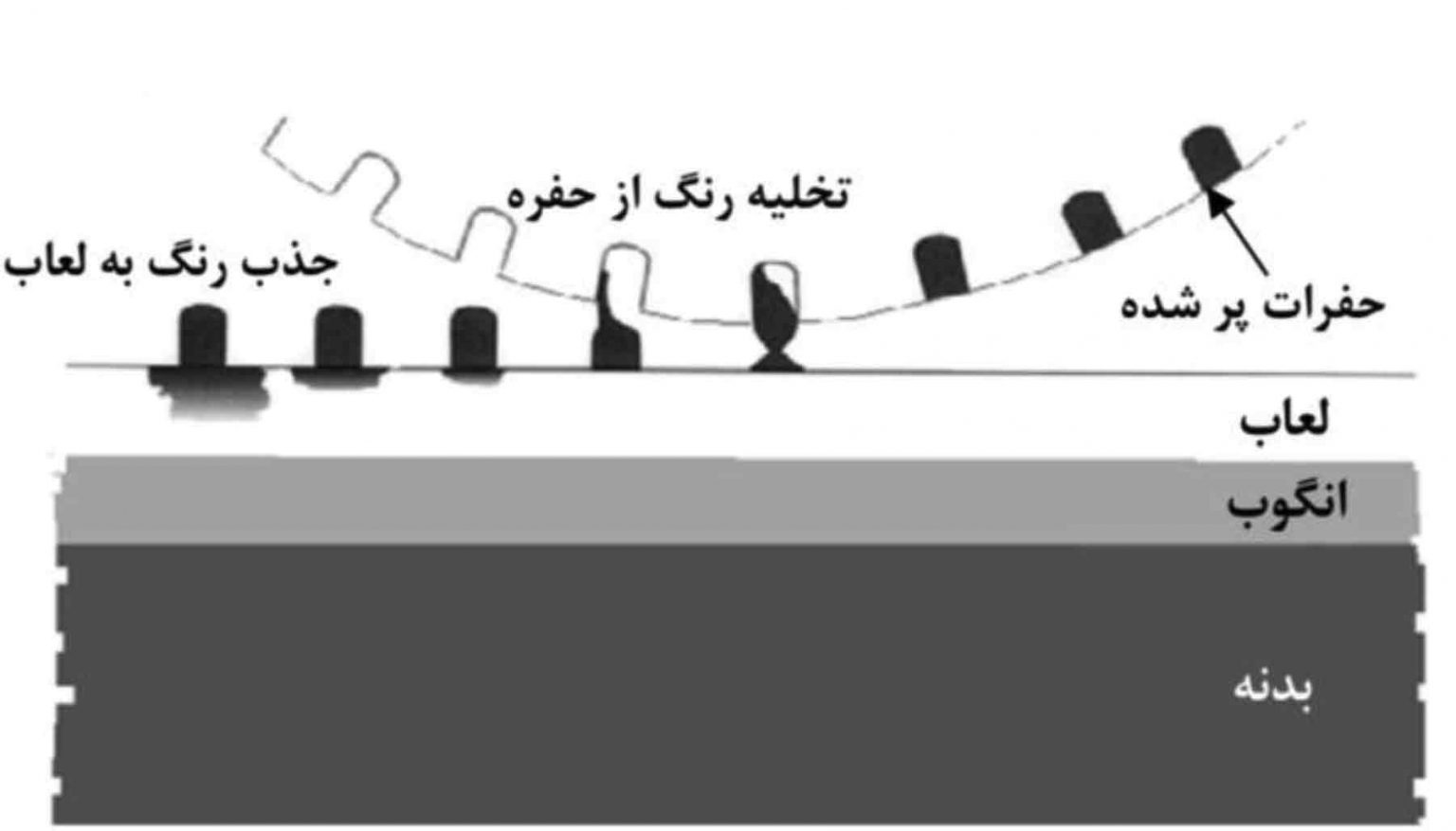
شکل دوازدهم – تصویر شماتیک نحوه اعمال رنگ از سیلندر روتوکالر به سطح کاشی لعاب خورده
امروزه اما با تحولی عظیم در چاپ کاشی روبرو بوده و این فرآیند توسط دستگاه های دیجیتال چاپ یا همان جت پرینتر انجام می گیرد. در سال ۲۰۰۰شرکت KERAJET با کمک شرکت FERRO ENAMET اولین دستگاه چاپ دیجیتال را به بازار عرضه نمود. در تصویر زیر نمای شماتیک یک دستگاه چاپ دیجیتال مشاهده می شود.
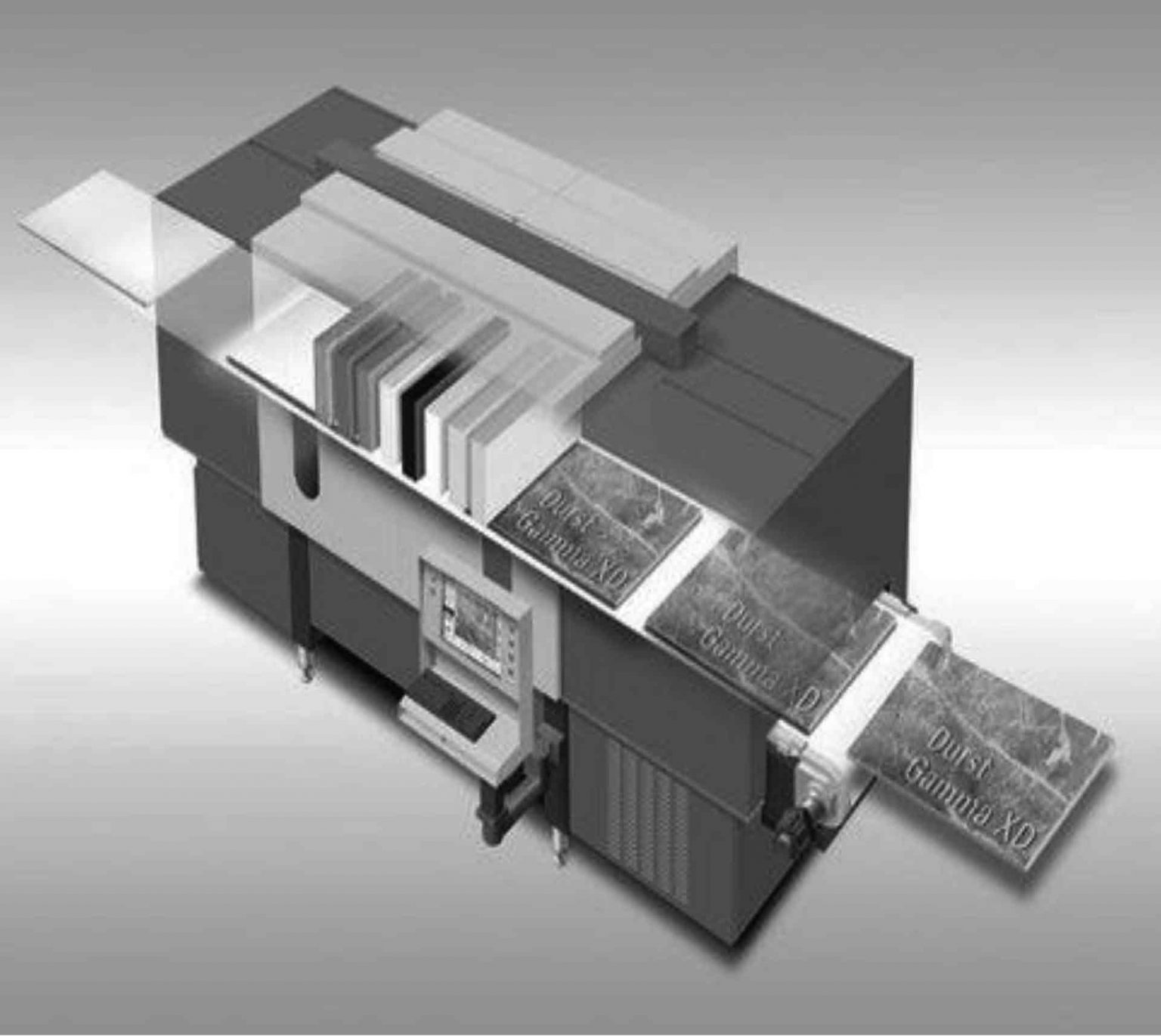
شکل سیزدهم – تصویر شماتیک یک دستگاه چاپ دیجیتال
برای اعمال چاپ توسط این دستگاه ها، ابتدا تصاویر دیجیتالی تهیه شده از طریق اسکنر و یا تصویر برداری شده توسط دوربین های دیجیتالی از طریق یک نرم افزار گرافیکی پردازش شده و سپس در قالب یک فایل دیجیتالی به پرینتر ارسال می گردد. پرینتر نیز به منظور اعمال چاپ، رنگ یا در واقع همان جوهر را از مخازن تعبیه شده در دستگاه (کالر بار) به هد های مخصوص انتقال می دهد. این هد ها دارای منافذ بسیار ریز در اندازه نانو می باشد که جوهر از طریق آن ها به سطح کاشی پاشش می شود. در شکل زیر تصویر شماتیک یک هد مخصوص دستگاه های چاپ دیجیتال مشاهده می شود.
شکل چهاردهم – تصویر یک هد مخصوص دستگاه چاپ دیجیتال
دستگاه های چاپ دیجیتال قابلیت تولید تصویر در محدوده 1000 (dpi)را دارند. البته در طرح های معمول مربوط به سنگ و چوب رزولوشن 300 تا 500 (dpi) کفایت می کند که این میزان وضوح بسیار بیشتر از وضوح به دست آمده از روش های قدیمی چاپ می باشد. همان طور که مشاهده می شود در این روش چاپ بر خلاف روش های قبلی سطح کاشی با دستگاه چاپ تماس فیزیکی ندارد. از مزیت های چاپ دیجیتال نسبت به روش های قدیمی می توان به موارد ذیل اشاره نمود:
افزایش سرعت فرآیند چاپ : به طوری که در روش های قبلی، ابتدا یک طرح مقدماتی به وسیله شابلون تهیه شده و سپس در آزمایشگاه به صورت دستی چاپ می شد و سپس در صورت تایید نسبت به ساخت سیلندر روتوکالر و حکاکی آن اقدام می شد ولی در روش جدید امکان تست طرح مستقیم در خود خط تولید وجود دارد.( به دلیل تسهیلاتی که فرآیند چاپ دیجیتال فراهم نموده است.)
از دیگر مزایای این روش عدم تماس فیزیکی دستگاه چاپ با سطح کاشی است که این امکان را فراهم می نماید تا درکاشی های با سطوج برجسته (رستیک) نیز امکان اعمال چاپ وجود داشته باشد.
مزیت دیگر روش چاپ دیجیتال ثبات در شرایط رنگ به دلیل عدم تماس با سطح لعاب خورده است، به طوری که در روش های قدیمی بعلت تماس رنگ با سطوح لعاب خورده مقداری مواد لعاب به عنوان ناخالصی وارد مخلوط رنگ شده و سبب بروز مشکل و عدم ثبات شرایط رنگ می شد.
6-قسمت پخت (Firing Department):
كوره هاي مداوم رولري جديدترين و اقتصادي ترين كوره ، جهت پخت سريع محصولات سراميكي هستند. مطالعات و تجربيات حاضر نشان ميدهد كه هزينه توليد محصولات سراميكي) كاشي، ظروف، چيني، بهداشتي(در اين كوره ها كمتر از كوره هاي ديگر است. البته اين بدان معنا نيست كه ساير كوره هاي متناوب و يا مداوم مورد استفاده قرار نمي گيرند، البته هم اكنون براي پخت ساير قطعات كه داراي محتويات مواد فرار بالا، يا شكل پيچيده و بزرگ و يا دماي پخت بالايي باشند، كوره هاي غير رولري مناسب هستند. از آنجا كه كوره هاي رولري داراي ابعاد مشخص و همچنين زمان پخت كمي هستند، امكان پخت قطعات بزرگ (از نظر ارتفاع) و همچنين پخت قطعاتي با فرمول هاي متنوع ( بدنه و لعاب) درآنها وجود ندارد. اين كوره ها در دو نوع تك پخت و دو پخت بكار مي روند. نوع تك پخت اغلب براي توليد كاشي كف و نوع دو پخت آن براي كاشي ديواري و چيني مظروف و چيني بهداشتي مورد استفاده قرار مي گيرند. در شکل های زیر تصاویر شماتیک کوره رولری پخت کاشی و قسمت های مختلف آن نمایش داده شده است.
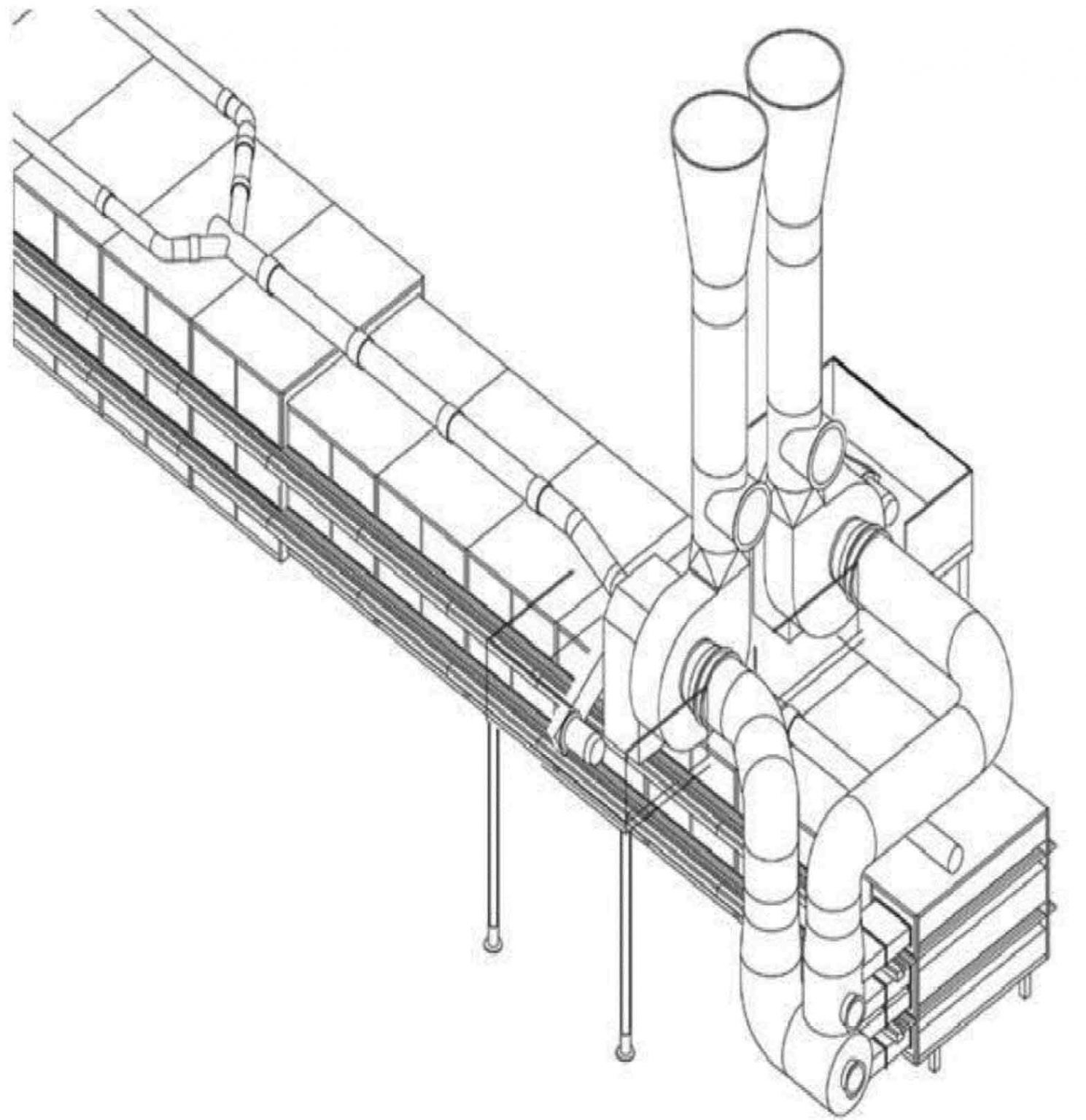
شکل پانزدهم – تصویر شماتیک کوره رولری پخت کاشی ( نما از بالا)
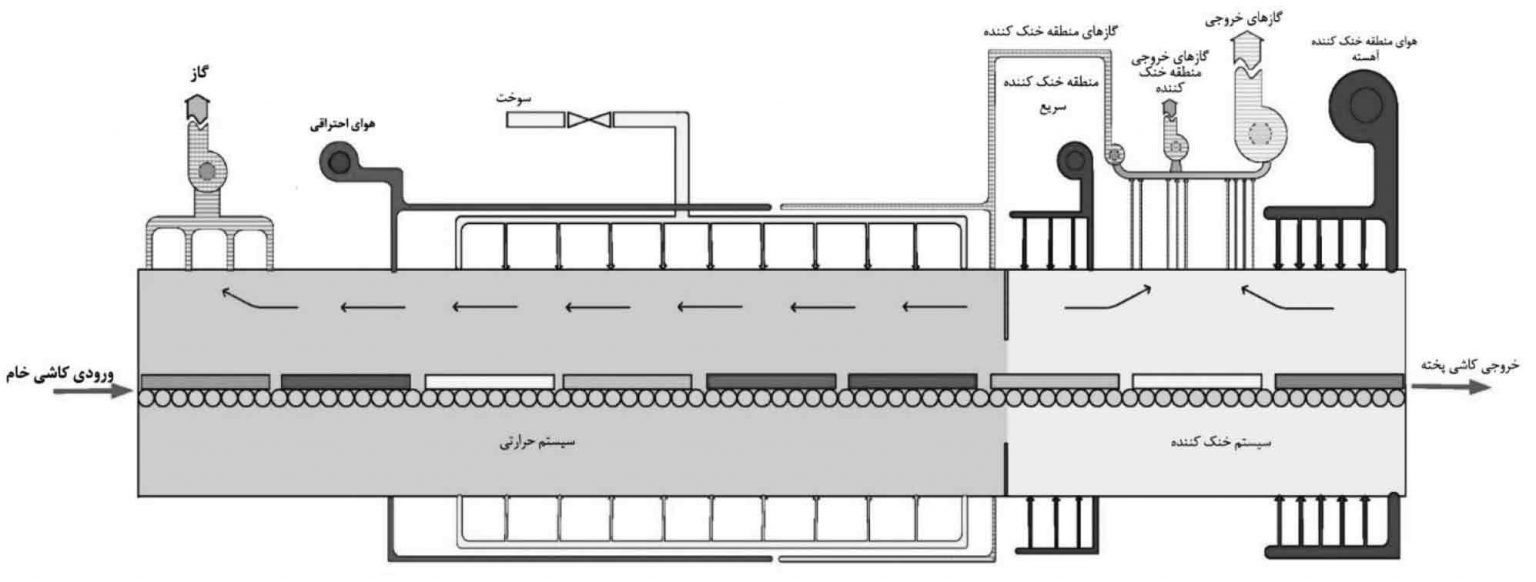
شکل شازدهم- تصویر شماتیک از کوره رولری پخت کاشی و مناطق مختلف آن
همان گونه که در تصویر مشاهده می شود، ساختمان كوره هاي رولري بصورت يك تونل )محفظه( طويل بوده كه بصورت پيش ساخته بر اساس نياز مشتري با استفاده از نسوزهاي سبك به ابعاد (750*750 تا 1000*1000 ) میلیمتر و ارتفاع 700 میلیمتر (برای کوره های دو طبقه) ساخته می شوند. در اين كوره ها قطعات توسط دوران رولرهاي نسوز ، از يك سمت وارده كوره شده و در طول مسير از مراحل مختلف كوره مي گذرند .بالاترين درجه حرارت در اواسط كوره بوده و عمل پخت نهايي در آن منطقه انجام مي شود. درست در خلاف جهت حركت رولرها (قطعات) هواي خنك دميده مي شود و سبب سرد شدن قطعات پس از پخت در شرايط كنترل شده مي شود. بنابراين قطعات خروجي ، با دماي محيط تفاوت اندكي دارند كه مانع از ايجاد شوك در قطعات مي شود. اين كوره ها معمولاً با اغلب سوخت ها، نظيرگاز طبيعي، گاز شهري و سوخت مايع سبك (نفت سفيد)كار مي كنند.كوره هاي رولري الكتريكي نيز از انواع كوره هاي رولري هستند اما به دليل بالا بودن هزينه برق و مشكلات تهيه المنت هاي حرارتي كه قادر به تحمل تغييرات مداوم درجه حرارت بيش از 1200 درجه سانتيگراد نيستند، فقط براي پخت تزييني(دكور) استفاده مي شوند.
به علت اهميت زياد كوره هاي رولري و مراحل پخت آن اين كوره ها به سيستم كنترل خودكاري براي تنظيم درجه حرارت، تنظيم سرعت، دوران رولرها، ميزان هواي احتراق، تنظيم فشار و … مجهز شده اند.
7- فرایند پولیش (Polishing)
از این فرآیند در مواقعی استفاده می شود که بهبود کیفیت سطح و یا ایجاد جلای بسیار بیشتر در سطح کاشی مورد نظر باشد. این فرآیند پس از مرحله پخت انجام می گیرد. معمولاً قبل از مرحله ی پولیش فرآیند پرداخت لبه ها و اسکوئر به منظور گونیا کردن اضلاع و زاویه دار کردن لبه های تیز کاشی ها انجام شده و سپس کاشی پولیش می شود. بنا به دالیل مختلف، از جمله شرایط پرس و یا فرایند پخت، سطح کاشی می تواند صاف و یکدست نبوده و اصطلاحاً دارای عیب سوزنک یا پینهول باشد، و یا این که کاشی تاب داشته باشد. فرآیند پولیش بسیاری از این مشکلات را نیز برطرف می نماید. فرآیند پولیش توسط ابزارهای ساینده با سختی های متفاوت انجام می گیرد. در این فرآیند از آب به منظور خنک کردن، شستن و برداشت مواد باقی مانده پولیش از سطح استفاده می شود. این فرآیند شباهت بسیاری به فرآیند پولیش سنگ های تزیینی و ساختمانی دارد.
8-قسمت درجه بندی و بسته بندی (Sorting and Packing)
کاشی های خارج شده از کوره دارای کیفیت یکسان نمی باشد. عمده اشکالاتی که در مسیر کلی تولید و خصوصا طول خط لعاب وجود دارد مانند لب پریدگی، چاپ نگرفتگی، جابجایی چاپ، تغییر رنگ، وجود ذرات خارجی و ناخالصی به سطح لعاب و غیره باعث می گردد سطح بدنه کاشی دارای اشکالاتی باشد که بعضا حتی با چشم قابل رویت نمی باشند. بنابر این با استفاده از دستگاه های درجه بندی(Sorting Machines) و عوامل انسانی بر اساس تعاریف استاندارد ملی و جهانی، کاشی ها درجه بندی و به قسمت بسته بندی هدایت می شوند. در قسمت دسته بندی پس از کارتن کردن هریک از درجات، برروی کارتن، تاریخ تولید اندازه، درجه و کد رنگ چاپ شده و برای توزیع به انبار محصول منتقل می شود کلیه مراحل فوق توسط دستگاه های اتوماتیک و روبات انجام میگیرد.
جهت سفارش محصولات این کارخانه از طریق شماره تماس های شرکت با ما در ارتباط باشید.
«واحد فروش: 85-09165390084»«مدیریت: 09168185790»
«واحد فروش: 85-09165390084»«مدیریت: 09168185790»

دیدگاه دیگران (بدون دیدگاه)...
Leave a reply